BethStar® Steel Plate
Delivers a lower applied cost than carbon steel
The Bethlehem Lukens Plate (BLP) BethStar family of low-carbon, low sulfur, high-strength steel plate offers improved toughness, weldability and formability when compared to competitive grades, such as ASTM A572.
Four grades -- BethStar 50, 60, 70 and 80 -- enable design engineers to take advantage of the increased strength levels and fabricating advantages these plate grades offer. BethStar plates combine outstanding toughness, ease of fabrication and attractive strength/cost relationships, which can translate into real savings for the end user.
The BethStar plate grades meet the requirements of ASTM A656, Type 7 (modified to 0.010 maximun sulfur). 
Improved
formability provides easier fabrication and saves “redos”
The excellent formability of the four BethStar grades is associated with low sulfur (0.010
max) and the relative absence of stringer manganese sulfide-inclusions. The suggested
minimum inside bend radii for forming BethStar and recommended procedures and precautions are shown below.
Improved weldability reduces need for preheat and saves money
BethStar 50, 60, 70 and 80 are readily weldable using conventional arc welding processes.
Specified base metal strength and toughness can be maintained into the weld zone, provided
proper weld consumables and normal levels of heat input are used.
Table 1: Description
Grade |
Min
Yield
(ksi) |
Min
Tensile
(ksi) |
Min%
Elong.
in 8" |
Notch Toughness*
Min CVN
Longitudinal |
Max Avail.
Thickness |
50 |
50 |
60 |
18 |
15ft-lb@-50�F |
2 1/2 in. |
60 |
60 |
70 |
17 |
15ft-lb@-50�F |
1 1/4 in. |
70 |
70 |
80 |
14 |
15ft-lb@-50�F |
1 in. |
80 |
80 |
90 |
12 |
15 ft-lb@50�F |
3/4 in. |
*More restrictive toughness requirements are available on
inquiry.
Table 2: Availability
| Maximum Widths (in.) |
Thickness (in.) |
BethStar 50 |
BethStar 60 |
BethStar 70 |
BethStar 80 |
1/4** |
132 |
132 |
84 |
84 |
>1/4 to 3/8 |
144 |
144 |
96 |
96 |
>3/8 to 3/4 |
150 |
150 |
96 |
96 |
>3/4 to 1 |
150 |
150 |
96 |
- |
>1 to 2 1/2 |
144 |
144 |
- |
- |
Maximum lengths depending on thickness and width range from 1,440 in. to
420 in.
**Thickness 3/16 to <1/4 in. available on inquiry.
These grades have low-carbon contents, low-carbon equivalents, and exhibit excellent
resistance to hydrogen-assisted cracking. Normally preheating is unnecessary for
temperatures as low as 0�F, provided low-hydrogen conditions can be maintained. When base
metal temperature is below 32�F, the plate should be preheated to remove any moisture.
Fatigue properties
Fracture and fatigue are best controlled by proper methods of design, fabrication and
inspection. The BethStar grades exhibit fatigue properties typical of higher strength low alloy High Strength Low Alloy (HSLA) grades of
similar strength levels.
Table 3: Minimum Inside Radius For Transverse Bends (T=thickness)
Thickness (in.) |
BethStar 50 |
BethStar 60 |
BethStar 70 |
BethStar 80 |
| 1/4 |
1T |
1T |
1T |
1T |
| >1/4 to 3/4 |
1.5T |
1.5T |
1.5T |
1.5T |
| >3/4 to 1 |
1.5T |
1.5T |
1.5T |
- |
| >1 to 2 1/2 |
2T |
2T |
- |
- |
Precautions for bending all BethStar grades
The following precautions should be taken for severe bending operations
-
The largest radius permissible should be used
-
Major bends shouold be made on a line that is perpendicular to the length of the plate (rolling direction) if possible.
-
The outside radius should not be restrained. Closed-die forming may require doubling the suggested radii to avoid breakage.
-
Sharp notches on the edge of plates, resulting from shear breaks or torch cutting, require removal by grinding or machining to prevent cracking during severe forming.
-
Roll forming of cylindrical sections should be preceded by crimping of the butt edges before forming.
-
Extremely severe forming should be done hot, after heating the plate to 1100ºF max.
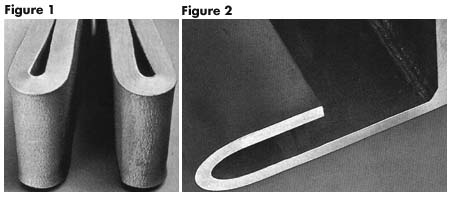
Figure 1: Examples of BethStar's excellent formability. |
