Click here to print PDF file
Introduction/Background:
ZnNi EG sheet is used in many applications requiring excellent spot weldability. ZnNi EG sheet meets those demands, and is readily spot weldable using parameters similar to pure zinc-coated EG sheet.
ZnNi EG sheet consists of a homogeneous zinc-nickel alloy coating electrolytically deposited on a cold-rolled sheet substrate using a continuous coil line process. The single phase composition range currently produced is typically 10-14% nickel by weight, the balance being zinc. The low-temperature coating application has no significant effect on the mechanical properties of the base metal, allowing a broad choice of steel grades.
ZnNi EG sheet is most commonly used at two coating weights, 30 g/m2 or 40 g/m2, on each surface of the sheet. These products are designated 30N30N and 40N40N, respectively.
Weldability:
The weldability of ZnNi EG sheet is excellent. Our testing has shown that with the electrodes used, in the currently available coating thicknesses tested, ZnNi EG sheet has a minimum tip life of 9,000 welds. Weld currents are slightly lower than those for electrogalvanized sheet in equivalent thicknesses tested. Weld current ranges are very similar to those of most zinc and zinc alloy-coated steels, as are the corresponding weld lobes.
Welding Schedule:
A typical welding schedule for ZnNi EG sheet is presented below. Specific requirements will depend on the actual job conditions, but these parameters will serve as a guide for setup. Slightly higher electrode forces may be required if fit-up is poor, or when using higher-strength substrates.
Sheet Thickness
In. (mm) |
Product Designation |
Current, Amperes |
Force, lbs. (kN) |
Welding Time, Cycles |
Electrode Diameter
In. (mm) |
| 0.024 (0.61) |
30N30N1 |
9,300 |
400 (1.8) |
10 |
0.20 (5.1) |
| 0.028 (0.71) |
30N30N |
9,000 |
450 (2.0) |
11 |
0.20 (5.1) |
| 0.032 (0.81) |
40N40N2 |
8,700 |
450 (2.0) |
11 |
0.20 (5.1) |
| 0.040(1.02) |
30N30N |
12,200 |
700 (3.1) |
13 |
0.25 (6.4) |
1. Coating Mass is 30 g/m 2 each side
2. Coating Mass is 40 g/m2 each side
® "EG" sheet is a registered trademark of Bethlehem Steel Corporation.
 Electrode Selection:
Electrode Selection:
Electrode selection and maintenance are important factors in spot welding coated sheets. RWMA Class II electrodes of the flat-face, truncated-cone design (shown schematically below) provide the best welding performance. The electrodes for ZnNi EG sheet are the same as for EG sheet.
Tip Life:
Electrode tip life when welding ZnNi EG sheet is excellent, reaching or exceeding 9,000 welds in all tests. In eighty percent of the tests conducted, tip life reached the 10,000 weld termination point without signs of imminent failure. The remaining 20% of the tests demonstrated tip life in excess of 9,000 welds with excellent nuggets.
Electrode life is not affected by coating mass in the range of coatings tested (30/30 and 40/40 g/m2).
Electrode wear appears to be minimized by the deposition onto the electrode faces of zinc-nickel and zinc-iron alloys which are produced at the electrode/sheet interfaces during the spot welding operation. These intermetallic alloys form a barrier layer on the electrode faces that inhibit brassing and the rapid erosion of the electrode-face associated with such brassing.
Virtually no pitting is evident on any of the electrodes (see Photo A after 10,000 welds on 40N40N). This lack of pitting minimizes the electrode-face enlargement and erosion rate, helping to explain why such excellent low electrode wear rates are achieved with the ZnNi EG sheet coating.
Figure 1 is the Button Diameter as a function of the number of welds for the 0.71 mm 30N30N. Button diameter (mm) exceed the minimum criterion of (t divided by 4) for at least 9,000 spot welds where t is the thickness of the sheet in mm.
The highest electrode face wear rate observed was only a 3% area increase per 1,000 welds (0.61 mm 30N30N) which is excellent when compared to typical rates achieved with EG sheet and hot dip galvanized sheet.
| Sheet Product |
Electrode Face Wear Rate, % Area Increase/1,000 Welds |
| ZnNi EG |
3 |
| EG |
4 - 6 |
| Hot-Dip Galvanized |
10 - 15 |
Current Range:
Current range tests were run in conjunction with the electrode-life test, thus yielding current-range data over the entire electrode-life test. The maximum and minimum welding currents and current range for 0.71 mm 30N30N tested over the life of the electrodes are shown in Figure 2. The current range study revealed: |
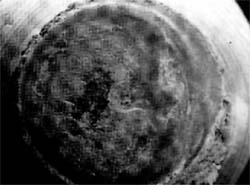
(A) After 10,000 welds on 40N40N |
| Current ranges are typical for the coated sheet thicknesses and coating weights studied, ranging from means of 1.65 kA to 2.40 kA as shown in Figure 3. |
Coating weight in the limited range studied (30N30N-40N40N) does not have an effect on current range.
Current range increases in proportion to sheet thickness as shown in Figure 3.
Figure 1. BUTTON DIAMETER AS A FUNCTION OF THE NUMBER OF WELDS
Figure 2. MAXIMUM AND MINIMUM WELDING CURRENTS AND CURRENT RANGE
Figure 3. SHEET THICKNESS EFFECT ON CURRENT RANGE
Safety and Health Precautions:
ZnNi EG sheet in itself does not pose a health hazard. However, as with other coated sheet products, metal dust and fumes may result from welding. Based on a Bethlehem industrial hygiene welding research study, breathing-zone exposures to zinc and nickel fumes during spot welding operations are easily maintained below current exposure limits. Air containment levels can be adequately controlled by use of standard industrial ventilation procedures as outlined in "Industrial Ventilation, A Manual of Recommended Practice," published by the American Conference of Governmental Industrial Hygienists (ACGIH), latest edition.

