| |

Customer Corner • Products • Packaging Manual •
Quality • QuickPLATE™
Steel Inventories • Technical Support •
Sales Offices •
Facilities
Plate Length Availability
Click here to print PDF file
The range of thickness for plate grade is an integral part of its specification. The available width and length of a plate of a plate grade are determined by the individual producer - not the specifications. Each steel plate producer has individual limitations for width and length for a given thickness. Bethlehem rolls plates to order from slabs weighing not less than 5000 pounds. Each slab is rolled into a plate having a single thickness and width - the only variable is length. Obviously, the thicker the plate, the shorter it must be, depending on the original slab size.
In designing a bridge, the engineer calculates the flange plate sizes required at numerous points within a span. A decision must then be made whether it will be more cost effective to change the flange sizes and make a butt splice, or just continue the heavier plate. To better make this decision, the engineer needs to be aware of the maximum length of plate that is available for a given thickness.
Before proceeding, it is advisable to discuss how fabricators manufacture girder flanges.
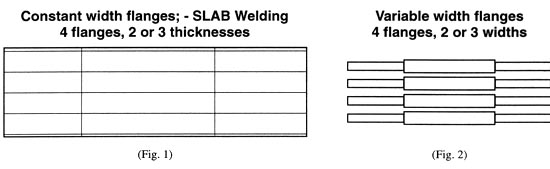
For a given field section, the fabricator will order plates in multiples of the flange width, generally aiming for a total width of 72" to 120" for economy in ordering. (Fig. 1). He will next make only two butt welds. This can only be done if the design utilizes a constant flange width within a given field section.
The alternative is shown in Fig. 2, where the fabricator must handle and prepare 12 individual plates including burning and tapering, fit-up 4 separate flange assemblies, attach 16 run-off tabs, weld and grind 8 plates, and remove and grind 16 run-off tabs. It is obvious that the method in Fig. 1 is far more economical. The fabricator should always be given the option of eliminating a butt splice and continuing the heavier plate.
Summary:
- ISG/Bethlehem produces plates at three locations: Burns Harbor, Indiana; and Coatesville and Conshohocken, Pennsylvania. Each plant has its own capabilities and limitations.
- Contact ISG/Bethlehem for length availability.
- Plate delivery lead times traditionally run 4-6 weeks after receipt of the order. This, of course, can vary depending on a number of factors. For more specific lead times, contact your Bethlehem representative.
|
