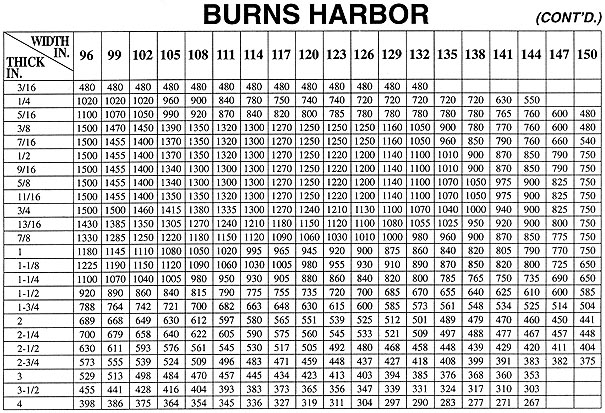
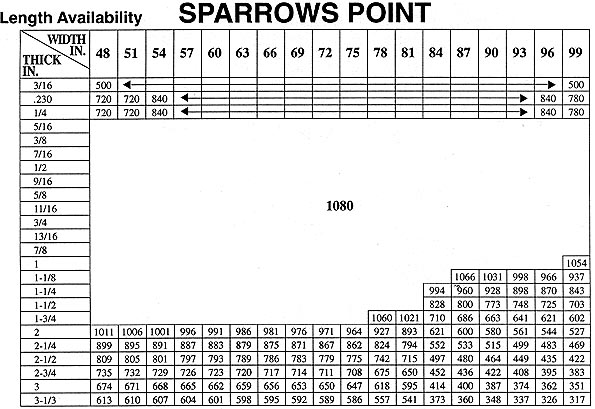
Plate Length
Availability
The range of thickness for plate grade is an integral part of its
specification. The available width and length of a plate of a plate grade are determined
by the individual producer - not the specifications. Each steel plate producer has
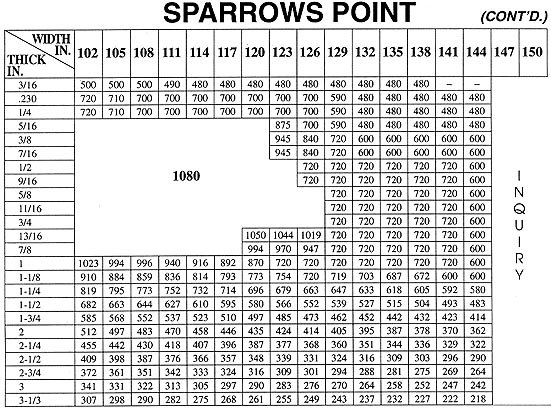
individual limitations for width and length for a given thickness. Bethlehem rolls plates
to order from slabs weighing not less than 5000 pounds. Each slab is rolled into a plate
having a single thickness and width - the only variable is length. Obviously, the thicker
the plate, the shorter it must be, depending on the original slab size.
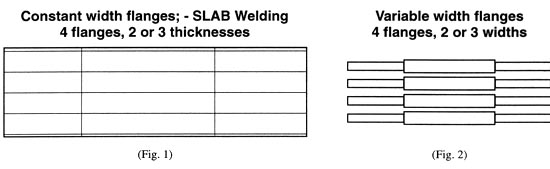
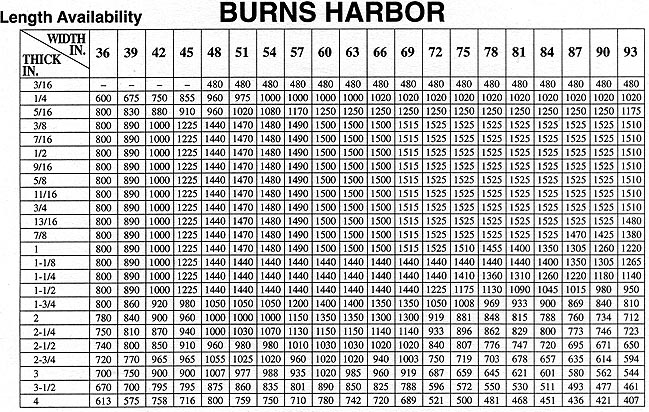
In designing a bridge, the engineer calculates the flange plate sizes required at numerous points within a span. A decision must then be made whether it will be more cost effective to change the flange sizes and make a butt splice, or just continue the heavier plate. To better make this decision, the engineer needs to be aware of the maximum length of plate that is available for a given thickness.
Before proceeding, it is advisable to discuss how fabricators manufacture girder flanges.